- 最大加工寸法
- 4.4W×4.15H×14.8L
- お問い合わせ先
- 0467-76-5221(池本)
金属熱処理
(焼鈍・焼入れ・焼戻し・固溶化・真空)
ストレスを解消し、美しく仕上げます。
〈鉄やステンレス〉といった素材にも、私たち人間と同じようにストレスがあります。
溶接や外力による加工で無理な力が加えられると、その部分にストレスが生じ、寸法ぐるいやひび割れの原因となります。
精密機械や建造物では、こうしたストレスは見逃すことができません。
そこで、このような金属の持つストレスを解消し、さらに、用途に応じて表面処理、コーティング加工などを実施。
素材の持つすぐれた特性が、最大限に発揮できるように仕上げます。
- 1級熱処理技能士 4名
- 2級熱処理技能士 12名
素材としての鉄鋼は、そのままの状態ですぐれた特性があるわけではなく、熱したり冷ましたりすることによって、はじめて本来のパワーを十分に発揮できるようになります。
また、溶接加工・機械加工されたままの金属にはストレス(内部応力)が残り、これを熱処理で取り除くことによって、はじめて強度の回復や寸法の安定化がはかれます。このように、金属の素材特性を最大限に生かすために、熱処理は欠かせないものといえます。
川熱では、溶接構造品などの持つストレス(応力)を熱処理によって取り除く「応力除去焼鈍加工」を中心に、鋼や各種ステンレスなどの結晶組織を調整し特性を改善する「焼ならし、焼入れ、焼もどし加工」など、用途・目的に応じてさまざまな熱処理加工を行っています。さらに熱錆を生じさせない真空炉による熱処理、局部焼鈍加工などにも、目的に応じて積極的に取り組んでいます。
また、溶接構造品の溶接方法の決定などのために、設計段階で行う試験的な熱処理加工も実施。より高精度な製品づくりのために、各種測定機器を駆使した貴重なデータを提供しています。
- 特殊鋼材、鉄鋼、鋳鉄、普通鋼、溶接構造品の応力除去焼鈍加工および焼入れ、焼戻し加工
- 各種ステンレス鋼の固溶化熱処理加工
- 高級特殊鋼材、溶接試験機材料等の、電気炉での各種熱処理加工
- 金型・工具類・ゲージ・ベアリング・航空機部品・原子力部品・チタン材料・硬鉄線・珪素鋼板・電気機器部品・機械部
品等の各種真空熱処理加工 - 局部熱処理加工
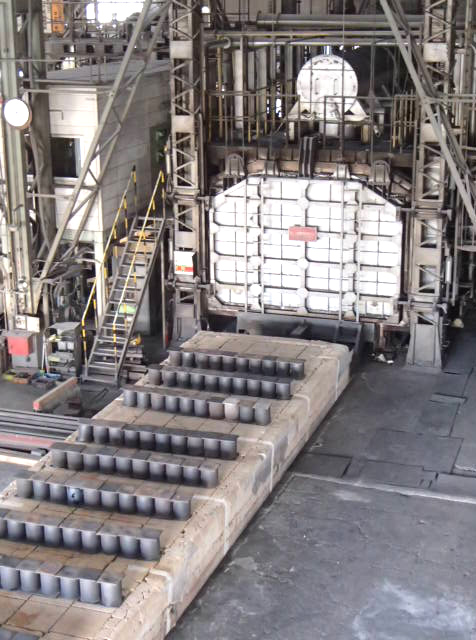
設備紹介

1号ガス炉(双台車式焼鈍炉)
| 製作 | 日本工業炉 |
|---|---|
| 炉内寸法 | 5.0W×5.0H×15.8L |
| 有効寸法 | 4.4W×4.15H×14.8L |
| 燃料 | 都市ガス |
| 処理温度 | 常用625℃ 最高950℃ 温度公差±10℃ |
| 処理能力 | 重量MAX. 120ton/Charge |
2号ガス炉(双台車式焼鈍炉 高温用)
| 製作 | 日本工業炉 |
|---|---|
| 炉内寸法 | 3.5W×2.5H×12.7L |
| 有効寸法 | 3.0W×2.15H×11.9L |
| 燃料 | 都市ガス |
| 処理温度 | 常用625℃~950℃ 最高1,150℃ 温度公差±10℃ |
| 処理能力 | 重量MAX. 60ton/Charge |

3号ガス炉(双台車式焼鈍炉 高温用)
| 製作 | 日本工業炉 |
|---|---|
| 炉内寸法 | 2.08W×1.95H×7.1L |
| 有効寸法 | 2.0W×1.2H×6.0L |
| 燃料 | 都市ガス |
| 処理温度 | 常用625℃~950℃ 最高1,300℃ 温度公差±10℃ |
| 処理能力 | 重量MAX. 20ton/Charge |

箱型電気炉(定格150kW 試験片用)
| 製作 | ネッソー株式会社 |
|---|---|
| 炉内寸法 | 1.7W×1.2H×1.7L |
| 有効寸法 | 1.4W×1.0H×1.4L |
| 処理温度 | 最高900℃ |

台車式箱型熱処理炉(定格100kW 電気炉)
| 製作 | 日本工業炉 |
|---|---|
| 炉内寸法 | 1.0W×0.64H×1.48L |
| 有効寸法 | 0.86W×0.5H×1.34L |
| 処理温度 | 常用1,050℃ 最高1,200℃ 温度公差±10℃ |

熱風循環式多目的熱処理炉(定格80kW 電気炉)
| 製作 | ネッソー株式会社 |
|---|---|
| マッフル内寸法 | 0.8W×0.55H×0.9L |
| 有効寸法 | 0.7W×0.7H×1.0L |
| 処理温度 | 常用300℃~700℃ 最高950℃ 温度公差±5℃ |

箱型電気炉(定格35kW 試験片用)
| 製作 | ネッソー株式会社 |
|---|---|
| 炉内寸法 | 0.8W×0.55H×0.9L |
| 有効寸法 | 0.7W×0.45H×0.8L |
| 処理温度 | 常用300℃~625℃ 最高750℃ 温度公差±10℃ |

縦型ガス冷却室付真空熱処理炉(FHV-60GHS型)
| 製作 | 日本真空技術(拡散ポンプ付) |
|---|---|
| 炉内寸法 | 0.6Φ×0.8H |
| 処理温度 | 常用1,150℃ 最高1,350℃ 温度公差±5℃ |
| 処理能力 | 350kg/Charge |
| 到達圧力 | 10-4Pa(10-6Torr) |
| 操作圧力 | 2Pa(10-2Torr) |